






汽车保险杠专题1—汽车保险杠设计流程

汽车保险杠分为前保险杠与后保险杠,形状类似于马鞍形。是汽车最重要的外观件之一,产品外观要求高。在汽车模具设计中,按分型方式分为:外分型保险杠与内分型保险杠。外分型保险杠就是从产品外观面观察,观察者可以看到分型夹线,与普通模具的分型方式一样。内分型保险杠即是从产品外观面观察,观察者看不到分型夹线,即分型夹线隐藏在产品非外观面上。实现这种效果在模具设计时需要设计一特殊结构来实现这个功能,内分型保险杠在技术难度与结构上都要比外分型保险杠复杂,模具成本与模具价格也会高于外分型保险杠很多,内分型保险杠在中高档汽车保险杠广泛应用。随着消费者对产品的要求日益严格,内分型保险杠的应用越来越广泛。在模具设计上内分型保险杠是保险杠模具的难点,技术风险也在内分型机构上,本章针对汽车保险杠模具对外分型与内分型保险杠模具结合珠三角大型汽车模具工厂实际案例进行分析讲解。尤其重点分析内分型保险模具的设计,以及总结保险杠模具的设计要点。
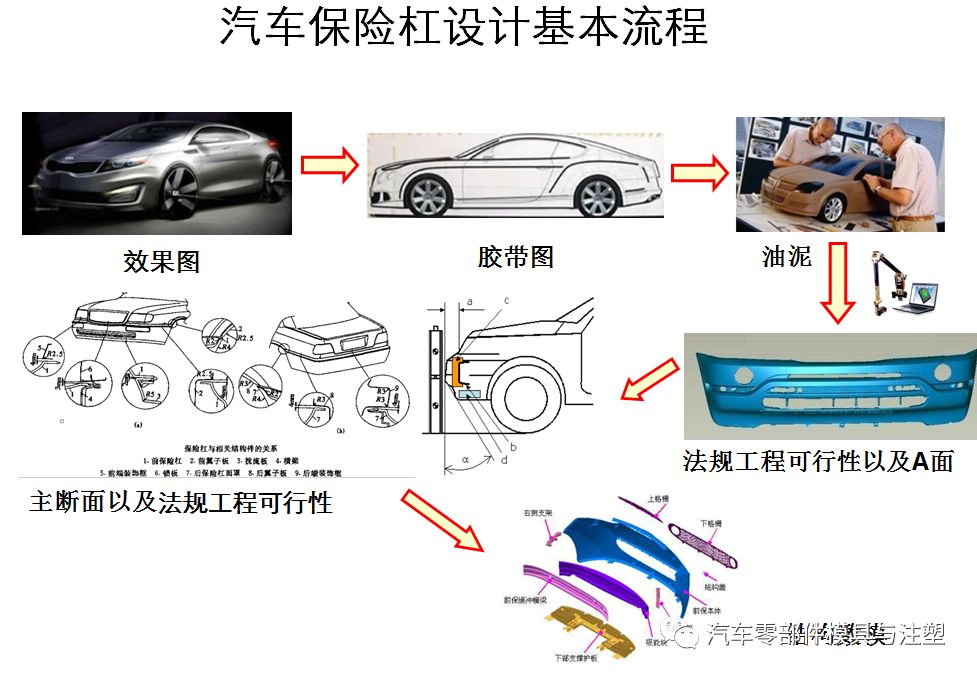
汽车保险杠设计流程及内分型线保险杠模具设计

汽车保险杠是吸收缓和外界冲击力,防护车身前后部的安全装置。20年前,轿车前后保险杠是以金属材料为主,用厚度为3mm以上的钢板冲压成U型槽钢,表面处理镀铬,与车架纵梁铆接或焊接在一起,与车身有一段较大的间隙,好像是一件附加上去的部件。
随着汽车工业的发展,汽车保险杠作为一种重要的安全装置也走向了革新的道路。今天的轿车前后保险杠除了保持原有的保护功能外,还要追求与车体造型和谐与统一,追求本身的轻量化。 为了达到这种目的,目前轿车的前后保险杠采用了塑料,人们称为塑料保险杠。
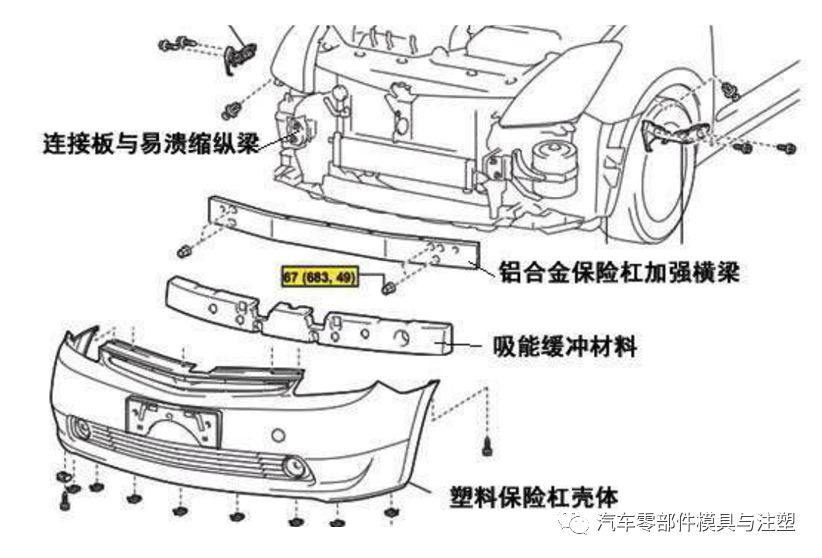
塑料保险杠是由外板、缓冲材料和横梁三部分组成。其中外板和缓冲材料用塑料制成,横梁用厚度为1.5mm左右的冷轧薄板冲压而成U形槽;外板和缓冲材料附着在横梁上,横梁与车架纵梁螺丝连接,可以随时拆卸下来。这种塑料保险杠使用的塑料,大体上使用聚丙烯系材料,采用注射成型法制成。国外还有一种称为聚碳酯系的塑料,渗进合金成分,采用合金注射成型的方法,加工出来的保险杠不但具有高强度的刚性,还具有可以焊接的优点,而且涂装性能好,在轿车上的用量越来越多。
塑料保险杠具有强度、刚性和装饰性,从安全上看,汽车发生碰撞事故时能起到缓冲作用,保护前后车体;从外观上看,可以很自然的与车体结合在一块,浑然成一体,具有很好的装饰性,成为装饰轿车外型的重要部件。
保险杠的主要功能
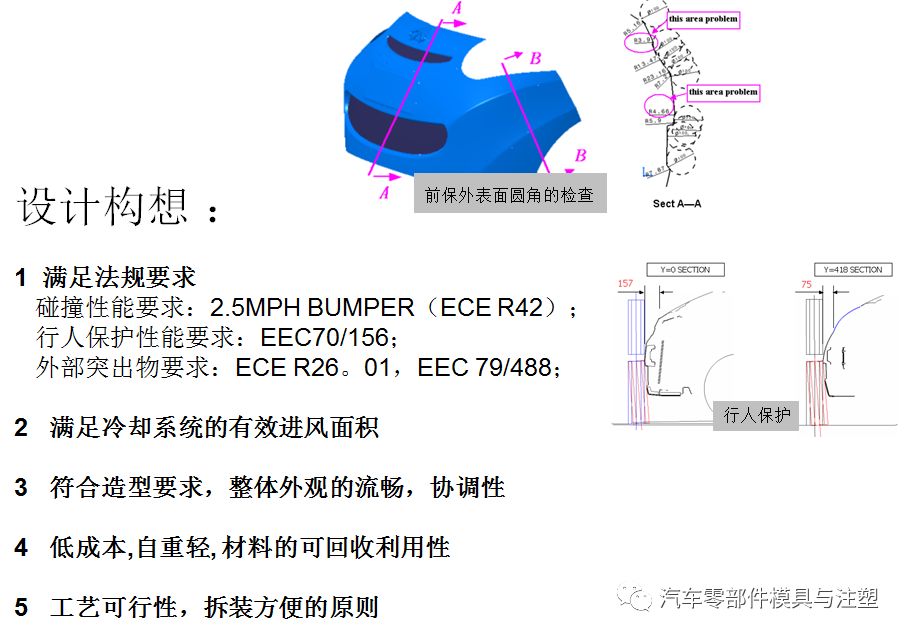
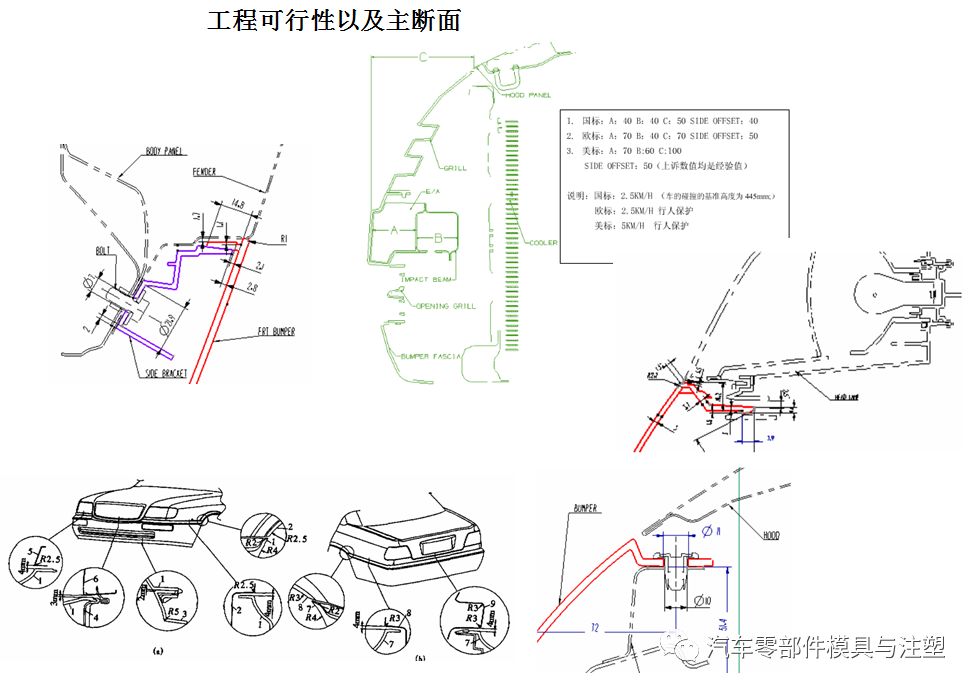
1.保护功能——在汽车发生纵向及角部碰撞时,保险杠应能吸收部分能量,以保护车身,整车照明系统,冷却系统,发动机盖,行礼箱盖等;行人保护功能,在保险杠下部加装有缓冲块,更好的保护行人碰撞时小腿的伤害值。
2.装置功能 ——在保险杠上,有的装置着灯具、牌照架及牌照等件,要给予足够的空间和装置条件;
3.换气通道 ——为车辆冷却系统提供换气通道
4.装饰功能 —与车身造型融为一体的外观装饰功能
5.提高空气动力特性 ——前保险杠的最佳化设计对减小正面迎风阻力系数和升力系数效果明显 ;
保险杠的材料及结构
保险杠材料要求在较宽的温度范围内刚性好,耐冲击性能好,尺寸稳定性好,耐溶剂性好,涂装性能好。常用>PP+EPDM-T20
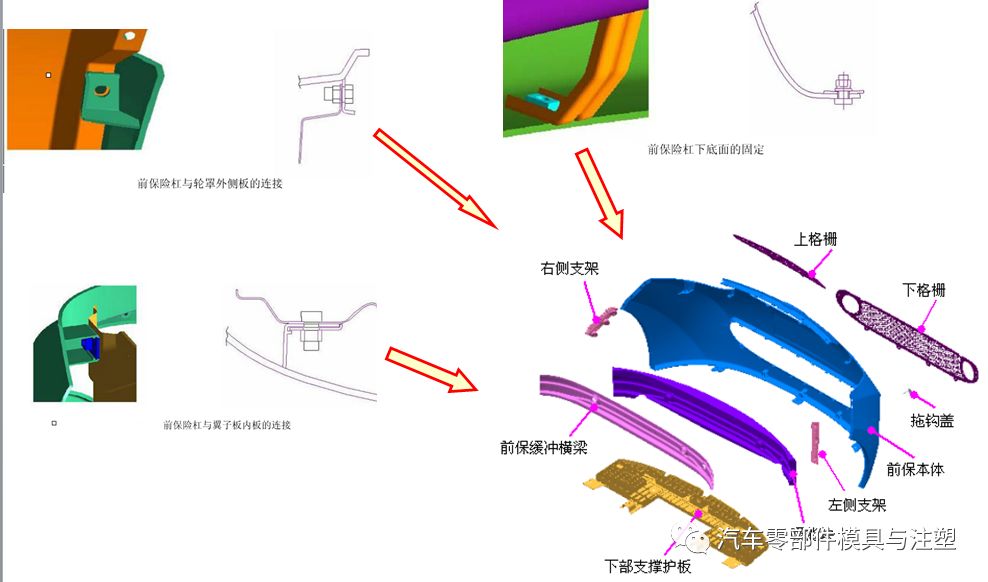
保险杠由缓冲横梁、(吸能器)吸能泡沫、本体及连接支架组成,其中吸能器采用PP发泡的形式
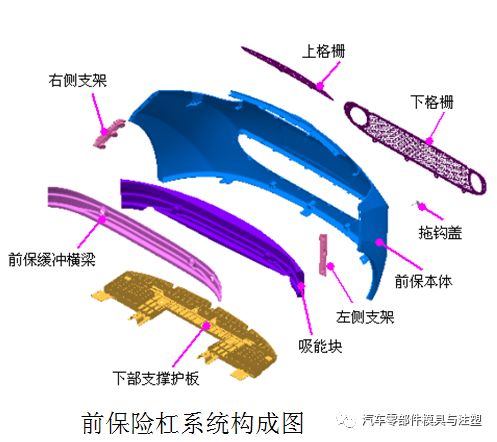
保险杠本体,上下格栅,拖钩盖,下部支撑护板材料采用PP+EPDM-T20:其中的PP为保险杠外罩的基体,EPDM能够提高保险杠外罩的弹性,而T20的含义是材料中加上20%的滑石粉,主要是提高保险杠外罩的刚度。吸能块一般采用EPP或者是PP发泡结构,起到吸收撞击能量的作用。前/后保缓冲横梁本体材料采用冷轧高强度结构钢B340/590DP,缓冲横梁支架采用B180P2(相对横梁本体的材料,该材料强度较低,但价格便宜),主要是为了满足欧洲法规中的前/后碰撞要求。两侧支架材料采用PA66+GF30%,该材料具有韧性好,表面坚硬的特性。下部支撑护板主要起行人保护作用,碰撞时支撑保护小腿,并起一定的美观作用。以上提到的这些材料一般均具有回收再利用的环保效果,可以降低对于环境的污染。
三维结构数模
保险杠系统的结构数模设计主要包括形状、壁厚、脱模角度、加强筋、支撑面、圆角、孔等
三维结构数模工艺合理性检查
保险杠面罩与横梁都是大型薄壁注塑件,面罩同时又是外观件,要求材料应有较好的流动性,同时具备较高的制件精度和紫外线稳定性,一般采用改性聚丙烯(pp+EPDM)材料。在结构设计中,应综合几何形状与成型方法进行设计,模具分型面应满足成型工艺为好,分模线尽可能放在非外观表面上。在设计塑料件时,为避免转角处的应力集中,应采用圆弧过渡,这对于模具制造使用寿命是很有利的,一般塑件各连接处应有0。5-1mm的圆角,而拐角处也应采用一些圆角,以减小应力并保证壁厚一致。
壁厚——零件的壁厚一般力求均匀,否则会因固化或冷却速度不同而引起收缩不均匀,产生内因力,导致零件产生翘曲变形或缩孔。
脱模角——塑料件设计必须考虑脱模角度,避免脱模角度为零或负角。脱模角度越大,零件越容易脱模,但容易造成零件厚度不均,影响制造精度
加强筋——塑料件特别是大型零件如果仅仅有一定的壁厚是无法保证制件的形状和尺寸的,更谈不上一定的强度。因此必须在一些如孔,大曲面或安装点处加筋,以提高强度和刚性。外饰件主要表面(CLASSA)一般不宜加筋,次表面(CLASSB)加筋时根部壁厚也不可大于壁厚的3/4,对表面质量要求低或非可见表面(CLASS C&D)。
圆角—一般零件最小圆角取R0.5,但零件分型面避免有圆角,否则将增加制造成本和难度。
孔—孔形状应尽量简单,孔与壁之间应保持一定距离,孔至边界最小至少是孔径的1.5倍。
 分享
分享
图片新闻








最新活动更多
-
5月13日立即预约>>> 【线下会议】恩智浦创新技术峰会·深圳
-
精彩回顾立即查看>> 【在线直播】可视化神器!VisionSym 赋能汽车光学原型开发
-
精彩回顾立即查看>> 12月16-17日 AMD 嵌入式峰会
-
精彩回顾立即查看>> 恩智浦创新技术峰会
-
精彩回顾立即查看>> 【工程师系列】汽车电子技术在线大会
-
精彩回顾立即查看>> Works With 开发者大会深圳站
推荐专题

- 1 改写出行格局!充换电基建的五年蝶变
- 2 纯视觉遭调查 特斯拉自动驾驶遇生死考验
- 3 北京在全国首推“智驾险”,各车企智驾水平要“露底”?
- 4 VLA 与世界模型之争:谁才是辅助驾驶的正确方向?
- 5 卖芯片还是卖平台?地平线与黑芝麻智能悄然走出分水岭
- 6 2026 百人会论坛:地平线|推舱驾融合的“智能体芯片”
- 7 「武汉萝卜快跑」事件背后:有时停下是为了更快的奔跑
- 8 为啥有人认为自动驾驶纯视觉方案比激光雷达方案好?
- 9 中国自动驾驶Robotaxi围攻中东【附投票】:曹操出行、文远知行、小马智行、萝卜快跑四路诸侯,谁才是真正的“沙漠之狐”?
- 10 2026百人会论坛:卓驭科技|从智驾到物理AI,沈劭劼说这是生存判断不是战略判断



发表评论
登录
手机
验证码
手机/邮箱/用户名
密码
立即登录即可访问所有OFweek服务
还不是会员?免费注册
忘记密码其他方式
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论